Your mold shop had always used P20 pre-hardened steel for injection molds, and there had been no major problems. Then last month, you received an order in which the customer required a mold life of more than 1 million cycles. The supplier recommended H13 in the annealed condition: “Buy it back and heat-treat it yourself to HRC 50. It is more wear-resistant than pre-hardened steel.”
You tried it. The annealed material was 30% cheaper, and it looked cost-effective. But after quenching, the mold came back with 0.2 mm distortion, and mold correction delayed the schedule by two weeks. After it was finally mounted on the machine, the customer changed two structural details and required repair welding. But the heat-affected zone of quenched H13 had become as brittle as glass, and cracks appeared along two weld passes after welding.
In the end, mold delivery was delayed by 18 days, and the customer imposed penalties. When you recalculated everything, the few thousand yuan you had originally “saved” on material cost were not even enough to cover the labor cost of mold correction.
This is not a rare case. Every year, the mold industry loses hundreds of millions because of choosing the wrong route between “buy pre-hardened steel” and “heat-treat it yourself,” resulting in delivery delays and scrapped molds. These losses are entirely avoidable.
Pre-hardened Steel: Already Heat-Treated at the Mill and Ready for Direct Machining
The core logic of pre-hardened steel can be summarized in one sentence: the steel mill has already completed the heat treatment for you.
In the normal production process of mold steel, the steel leaves the mill in the annealed condition—soft, easy to machine, but not hard enough for direct mold use. Pre-hardened steel adds one more step: quenching plus high-temperature tempering is completed at the steel mill, bringing hardness into the target range of HRC 28–42, and then the steel is sold directly to you.
P20 is the most typical pre-hardened Mold Steel. According to ASTM A681, its composition is 3Cr2Mo—carbon 0.28–0.40%, chromium 1.40–2.00%, and molybdenum 0.30–0.55%. The steel mill austenitizes it at 850–880°C, oil-quenches it, and then tempers it at high temperature to HRC 28–32. The resulting steel block has a cross-sectional hardness variation of ≤3 HRC, and the residual stress has already been effectively relieved during tempering.
718H is an upgraded version of P20 with added nickel. Compared with P20, the additional approximately 1.0% nickel significantly improves hardenability. ASTM A681 does not assign 718H an independent grade number, but the industry generally classifies it as a “modified P20 grade.” Its factory pre-hardened hardness is HRC 33–38, equivalent to HB 330–380, with room-temperature tensile strength of approximately 980–1100 MPa. The key advantage is not just the strength value, but microstructural uniformity. 718H is usually produced by vacuum degassing, with high cleanliness, and can be polished to Ra 0.1–0.2 μm without pinholes—something P20 cannot achieve at the same level.
There is also NAK80, which does not rely on the conventional quench-and-temper route, but on age hardening. Its factory hardness is HRC 37–43, even higher than 718H, and the strengthening mechanism comes from the precipitation hardening of Ni-Al intermetallic compounds. It is a standard choice for Japanese high-gloss injection molds.
The English term for pre-hardened steel is Pre-hardened Mold Steel, with corresponding industry standards including ASTM A681 (U.S.), ISO 4957 (international), and JIS G 4404 (Japan). When purchasing, ask the supplier for the MTC (Material Test Certificate), which should include the ex-factory hardness inspection values—not copied data from a handbook, but actual measured values for that batch.
Timeline for the pre-hardened steel route: material arrives at the factory → rough machining → finish machining → polishing/nitriding → mold trial → delivery. From material receipt to mold delivery, the cycle is typically 4–6 weeks.
Quenched Steel: Buy Annealed Material and Take the Risk Yourself
Quenched steel follows an entirely different route.
The steel is supplied from the mill in the annealed condition, with hardness only HB 180–230, approximately below HRC 20. It is soft and offers high cutting efficiency. The mold shop buys it, performs rough machining while leaving machining allowance, and then sends it to a heat treatment vendor for quenching and tempering. After it comes back, the hardness is raised to HRC 48–63, and the mold is then finish-machined to final dimensions.
Take H13 (4Cr5MoSiV1) as an example. It is the mainstay of hot-work die steel, corresponding to ASTM A681 H13, JIS G 4404 SKD61, and GB/T 1299 4Cr5MoSiV1. When purchased in the annealed condition, its hardness is ≤229 HB.
After rough machining, it is sent to the heat treatment shop: preheat at 600–650°C → secondary preheat at 850°C → austenitize at 1020–1050°C (the upper limit of 1050°C is typically used for vacuum furnaces, and the lower limit of 1020°C for salt bath furnaces) → oil quenching or high-pressure gas quenching (≥6 bar N₂) → temper at 560–620°C, at least twice, and three times for precision molds.
Double tempering is not a recommendation; it is a mandatory requirement. H13 retains residual austenite after quenching, and one tempering cycle cannot complete the transformation. The retained austenite gradually transforms during mold service, leading to volume expansion and dimensional drift. The second tempering cycle reduces retained austenite to below 5%, which is necessary for dimensional stability.
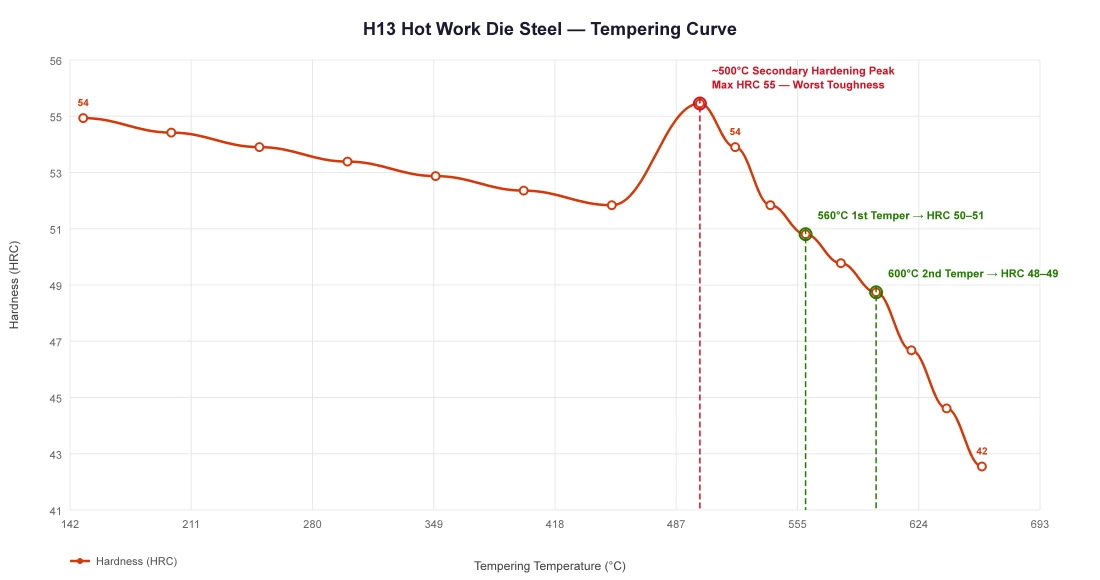
H13 has a secondary hardening peak around 500°C, where hardness can reach HRC 55, but toughness is at its worst. The operating temperature of aluminum alloy die-casting molds happens to be near this range, so the tempering temperature must avoid it. In actual processing, H13 is generally tempered at 540–620°C, targeting HRC 48–52.
DC53, a proprietary grade of Daido Special Steel of Japan and an upgraded grade based on SKD11/JIS D2, is another typical quenched steel for cold-work dies. In the annealed condition, hardness is ≤255 HB. The quenching temperature is 1030–1060°C, and tempering can be selected at either 180–200°C or 520–540°C. After quenching and tempering, hardness reaches HRC 60–63. Its toughness is approximately twice that of SKD11, and heat-treatment distortion is reduced by about 30%.
Timeline for the quenched steel route: material arrives at the factory → rough machining → outsourced Heat Treatment (queue time 3–7 days) → quenching + tempering → hardness inspection after return → finish machining → mold trial → delivery. The total cycle is 6–12 weeks. Compared with pre-hardened steel, the additional 2–6 weeks are mostly consumed by heat treatment queueing and distortion correction.
Six Comparison Tables: A Clear Cost-Benefit Breakdown
1. Lead Time
| Process Step | Pre-hardened Steel | Quenched Steel |
|---|---|---|
| Rough machining | 1–2 weeks | 1–2 weeks |
| Heat treatment | 0 (already completed at the mill) | 2–3 weeks (including queue time) |
| Finish machining | 1–2 weeks | 1–2 weeks |
| Distortion correction | Almost none | 0–2 weeks (depending on luck) |
| Total cycle | 4–6 weeks | 6–12 weeks |
One real example: a medium-size injection mold made from pre-hardened 718H was delivered in 18 days. If the same mold had been made using annealed H13 plus in-house quenching, the heat treatment alone would have required 5–7 days of queue time. After returning, excessive distortion discovered during finish machining would have required another 3 days of correction. Actual delivery would have taken at least 28 days.
2. Cost
| Cost Item | Pre-hardened Steel (Chinese P20) | Pre-hardened Steel (Imported 718H) | Quenched Steel (H13 Annealed + Outsourced Processing) |
|---|---|---|---|
| Material unit price (USD/kg) | 1.33–2.22 | 8.15–12.59 | 2.67–3.70 |
| Heat treatment cost (USD/kg) | 0 | 0 | 1.19–2.22 |
| Single-side machining allowance | 0.3–0.5 mm | 0.3–0.5 mm | 0.5–2.5 mm |
| Material utilization rate | 90–95% | 90–95% | 80–90% |
| Comprehensive cost per ton | About USD 1,925–2,667 | About USD 8,889–13,333 | About USD 5,185–6,667 |
But the numbers do not end there. Labor hours for correcting heat-treatment distortion, round-trip freight for sending failed trial molds back for re-heat treatment, customer delay penalties—these hidden costs do not appear on the material quotation sheet, but they all appear in the final account.
3. Hardness and Service Life
| Steel Grade | Supply Hardness | Maximum Achievable Hardness | Typical Mold Life |
|---|---|---|---|
| P20 pre-hardened | HRC 28–32 | — | 100,000–300,000 cycles |
| 718H pre-hardened | HRC 33–38 | HRC 50 (after re-quenching) | 500,000–800,000 cycles |
| NAK80 pre-hardened | HRC 37–43 | — | 500,000–1,200,000 cycles |
| H13 quenched and tempered | — | HRC 48–52 | 500,000–2,000,000 cycles |
| DC53 quenched and tempered | — | HRC 60–63 | 800,000–3,000,000 cycles |
There is an English-language comparison case in which a P20 injection mold showed severe gate-area erosion after 200,000 cycles, while switching to an H13 quenched solution extended service life beyond 800,000 cycles. But this does not mean that “quenched steel is always more durable than pre-hardened steel.” Differences in cycle life are also related to material type, working conditions, and maintenance.
4. Distortion Risk
This is the biggest source of uncertainty in the quenching route.
Pre-hardened steel has already had residual stress removed at the mill. Hardness across the machined section is uniform, and machining deformation is minuscule. For dimensionally stable molds, the position from the first cut to the last cut remains consistent.
For quenched steel, once it is austenitized above 1000°C and rapidly cooled, the cooling rates of the surface and core differ, causing thermal stress plus structural stress to superimpose, which leads to distortion. According to measured experience from mold industry engineers, uncontrolled quench distortion can reach 0.3–0.8% depending on part size. Vacuum high-pressure gas quenching can reduce distortion to 0.05–0.15%, 60–70% lower than salt bath quenching.
Distortion is strongly correlated with geometry. Sharp corners, abrupt section-thickness changes, and asymmetric structures concentrate quenching stress and produce the greatest distortion. This is why molds with complex cavities are more often made from Plastic Mold Steel in the pre-hardened route: the issue is not insufficient hardness, but uncontrollable distortion.
5. Repairability
Molds are not one-time products. During mold trials, modifications are often needed, and defects found during mass production may require repair welding. At this point, the difference between pre-hardened steel and quenched steel can directly block your progress.
Pre-hardened steels such as P20 and 718H have good weldability after preheating: preheat to 200–250°C before welding, then perform re-aging afterward. The hardness of the heat-affected zone remains basically consistent with the base metal. After polishing, the repaired area leaves no visible trace.
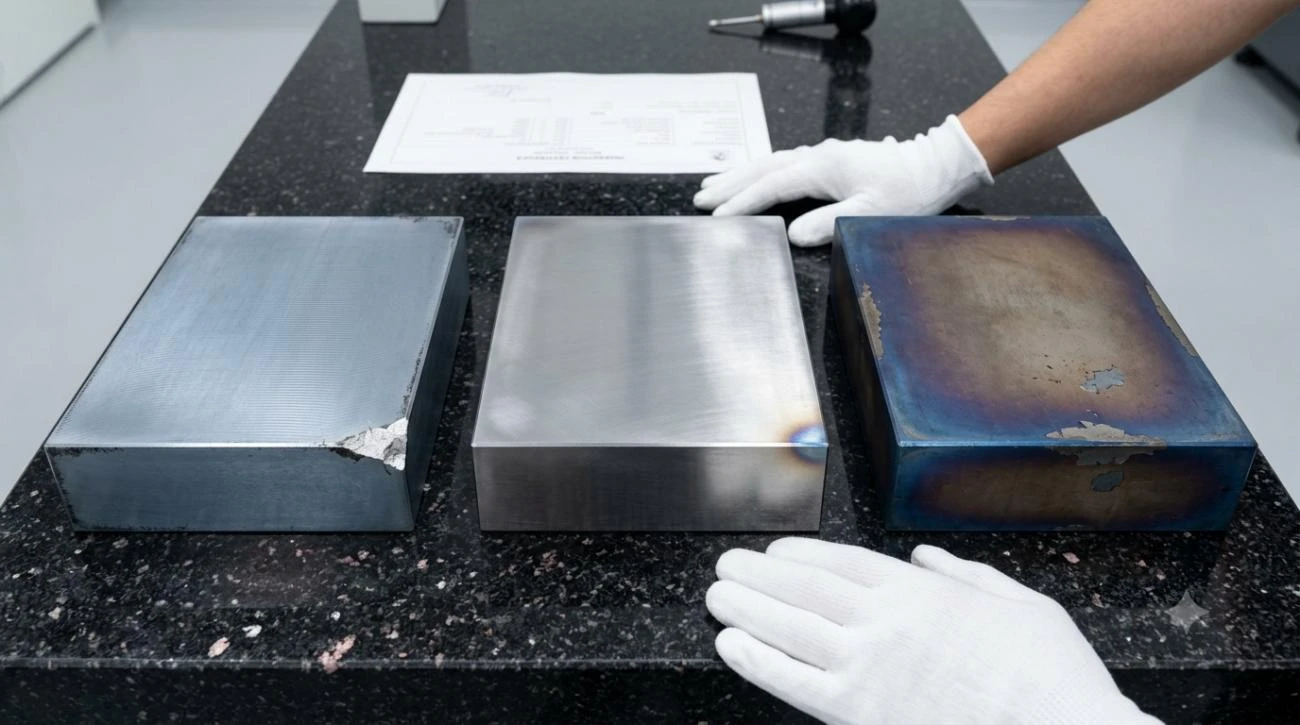
Welding quenched steel such as H13 at HRC 48+ is a nightmare. The hardness difference between the heat-affected zone and the base metal can reach 5–10 HRC. The repaired area may become either too soft due to over-tempering or too hard due to re-hardening. After polishing, visible color difference and gloss inconsistency frequently appear. In addition, welding in high-hardness zones is highly prone to cracking, requiring strict temperature control, dedicated filler rods, and post-weld re-heat treatment.
6. Suitable Applications
| Condition | Choose Pre-hardened Steel | Choose Quenched Steel |
|---|---|---|
| Mold life < 500,000 cycles | ✔ | — |
| Lead time < 6 weeks | ✔ | — |
| Complex cavity / thin wall / deep cavity | ✔ | — |
| Frequent modifications likely during mold trial stage | ✔ | — |
| Hardness requirement > HRC 45 | — | ✔ |
| Hot-work conditions (die casting / hot forging) | — | ✔ |
| Glass-fiber-reinforced plastics / abrasive materials | — | ✔ |
| Single mold > 1 million production cycles | — | ✔ |
Beyond all the technical conditions, there is one practical factor: whether you have a reliable heat treatment vendor. Among small and medium mold shops in Dongguan, the outsourcing rate for vacuum heat treatment is 75–85%, while the rate for large factories including those with in-house heat treatment is about 55–65%. Among more than 300 heat treatment shops, fewer than one-third can consistently achieve hardness control within ±1 HRC and distortion ≤0.15%. If you do not yet have a trusted heat treatment supplier, do not rush into the quenching route. First establish a stable pre-hardened steel route, while taking time to validate heat treatment vendors.
Four Questions to Make the Decision
Question 1: Is It a Production Mold or a One-Off Tool?
Production molds—if one mold must run more than 200,000 cycles, this is the strength of quenched steel. H13 at HRC 48–52 after quenching and tempering has already proven itself in die-casting molds over several decades. The range of 500,000–2,000,000 cycles is its main application field.
Trial molds / sample molds / small-batch molds—if the mold life requirement is only 30,000–50,000 cycles, pre-hardened steel is completely sufficient. P20 pre-hardened at HRC 28–32 can handle non-abrasive plastics such as ABS, PP, and PE for 100,000–300,000 cycles without problems. Any extra hardness beyond that is waste.
High-mix, low-volume production—molds need frequent replacement and specifications change often. Pre-hardened steel eliminates the heat treatment stage and shortens delivery time per mold by 30–40%. In this situation, fast switching is more important than maximum material life.
Question 2: What Does the Cavity Geometry Look Like?
Simple molds with flat parting surfaces → quench distortion is easier to predict and control, so the quenching route is feasible.
Deep cavities, thin walls, slender cores, multiple sliders → quenching stress becomes concentrated and unpredictable, so the pre-hardened route is safer. Hardness of HRC 33–38 in pre-hardened steel is already sufficient for 80% of injection molds. Cavity complexity is the main variable that determines lead time and scrap rate.
Asymmetric structures / large cross-sections → choose pre-hardened steel. After quenching, asymmetric distortion is almost impossible to predict 100%. Heat treatment simulation can reduce risk, but few small mold shops have the capability and experience to use simulation tools such as DANTE or DEFORM.
Question 3: Do You Need “Hardness” or “Toughness”?
Many people look only at the hardness number. But a thin punching edge of DC53 quenched to HRC 62 may chip more easily than one at HRC 58. The higher the hardness, the lower the toughness. This is a fundamental law of materials science.
If a cold punching die edge chips frequently, lowering DC53 hardness from HRC 62 to HRC 56–58 and using the 540°C high-temperature tempering route can increase fracture toughness KIC by about 40%, while reducing edge chipping.
Pre-hardened steel has inherently better toughness. Its HRC 28–42 hardness does not come from martensitic hardening, but from carbide dispersion strengthening plus solid-solution strengthening after high-temperature tempering. Its microstructure contains far less brittle untempered martensite than quenched steel. That is why pre-hardened steel has much better weld repairability than quenched steel.
Question 4: Do You Have a Reliable Heat Treatment Shop Nearby?
The real question is not whether one exists, but whether you have verified it.
The validation standard is simple: send three batches of material. For each returned batch, measure 9 hardness points with the same hardness tester, 3 points per surface. The 9-point hardness variation should be ≤3 HRC. Flatness deviation should not exceed 0.1 mm per 300 mm. Metallographic spot inspection should show no abnormal structure.
If you have not completed this validation, use pre-hardened steel first. Only after validation is complete should you consider the quenching route.
The outsourced mold heat treatment market in Dongguan is worth RMB 15–20 billion, equivalent to about USD 2.22–2.96 billion, with 42% concentrated in the Yangtze River Delta and 28% in the Pearl River Delta. There is no shortage of suppliers. What is scarce is a supplier you have actually tested.
Six Common Failure Scenarios: Every Route Has Pitfalls
Pitfalls of Pre-hardened Steel
“Pre-hardened P20” may not actually be P20: among products labeled “pre-hardened P20” on 1688, a significant proportion are actually quenched-and-tempered 45# steel passed off as P20. The hardness can still reach HRC 28–32, but the chromium content may be only 0.8%, far below the standard 1.40–2.00%. Machining may seem acceptable, but polishing results in pitting everywhere. Incoming inspection must include spark testing and hardness re-verification.
Soft core in large cross-sections: when the P20 section exceeds 300 mm, the core hardness may be 4–6 HRC lower than the surface. For large molds using P20, require the supplier to provide a cross-sectional hardness gradient test report, or directly switch to 718H, whose nickel addition improves hardenability and keeps the core-to-surface variation within 3–4 HRC.
Improperly re-quenching pre-hardened steel: some users feel that P20 at HRC 30 is “not hard enough” and re-quench it to HRC 50. But P20 was not designed for re-quenching. After oil quenching at around 880°C, hardness may reach HRC 48–52, but toughness drops sharply, and the probability of cavity corner chipping rises substantially. Pre-hardened steel is pre-hardened steel; it is not meant for you to harden again.
Pitfalls of Quenched Steel
Insufficient machining allowance for quench distortion: in one case, S136 in the annealed condition was machined with only 0.5 mm allowance. After vacuum quenching, distortion exceeded tolerance. When ground back to dimension, the nitrided layer was found to have been ground through. Re-nitriding caused another round of distortion, forming a vicious cycle. The current industry consensus is that before quenching, complex cavities should leave at least 0.8–1.2 mm single-side allowance, and large components 1.5–2.5 mm.
“Black-box” operations at the heat treatment shop: H13 was sent out, and the report came back showing qualified HRC 50. But machining on return became abnormally difficult. Metallographic inspection revealed a mixed bainite-plus-martensite structure with destitute toughness. The root cause was that after quenching, the part was tempered directly without an equalizing step, to save time and meet delivery. This is not rare. Core molds should only be sent to heat treatment shops you have personally validated.
No overnight delay before tempering: after quenching, if the part is left in the workshop and only tempered the next day, retained austenite has already begun transforming and microcracks may already have formed. Tempering must begin within 2 hours after quenching. This is a hard rule.
When selecting a mold steel route, the mistake most mold shops make is not “choosing pre-hardened steel or quenched steel,” but failing to calculate the total cost. They compare only the material unit price, without looking at lead time, distortion risk, mold correction cost, or customer delay penalties. Pre-hardened steel may cost 30–50% more than annealed steel, but the total cost is often lower—because what you are buying is not just steel, but the ability to avoid worrying about heat treatment later.
If you make plastic injection molds or small-batch trial molds, P20 or 718H pre-hardened steel basically covers 90% of applications. If you manufacture aluminum alloy Die Casting Mold Steel applications, high-glass-fiber-content materials, or million-cycle mass production molds, the H13 quenching route cannot be avoided. But first, thoroughly verify the heat treatment supplier, and fully reserve machining allowance and rework pathways for quench distortion.
The key point is this: do not let the few thousand yuan “saved” on material cost today turn into a customer compensation claim two months later.


